RTCP em 5 Eixos
A opção RTCP ( Rotation Tool Center Point ) permite programar em 5 eixos referindo-se diretamente ao centro da ferramenta em vez do centro de rotação dos eixos (ou seja, o ponto pivô).
Também permite a compensação do comprimento da ferramenta no espaço. Além disso, graças à função RTCP, é possível em modo IMD (entrada manual de dados) ou por manivela, executar usinagens de 5 eixos de superfícies programadas em 3 eixos (desde que esta usinagem seja realizada com uma fresa esférica).
ANÁLISE DA PROGRAMAÇÃO DE EIXOS
No caso de uma máquina de 5 eixos, o movimento rotacional de um eixo faz com que o centro de rotação da cabeça (ou mesa) se mova em um valor proporcional ao ângulo de rotação e à distância do centro da ferramenta em o centro de rotação do eixo.
Este movimento é representado esquematicamente na figura a seguir:
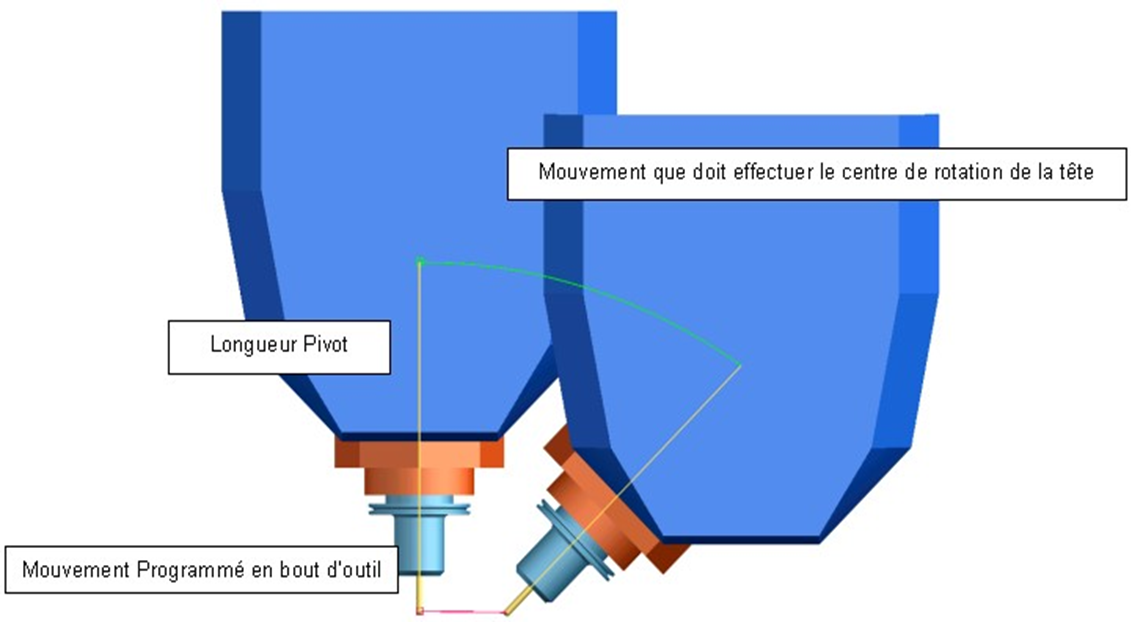
No caso de rotação de um único eixo, o movimento do centro da ferramenta ocorre em um plano, com rotação de dois eixos, esse movimento ocorre no espaço
PROGRAMAÇÃO SEM RTCP
Para programar a usinagem superficial em 5 eixos, é necessário conhecer a distância entre o centro da ferramenta e o centro do cabeçote rotativo: esta distância é chamada de Pivot Length. Dependendo do valor deste comprimento e do valor de rotação dos eixos, devemos calcular o valor de compensação linear XYZ para manter o centro da ferramenta na posição desejada.
O programa assim obtido deve ser utilizado na máquina com comprimento de pivô exatamente igual ao definido no programa; cada variação no comprimento implica um reprocessamento do programa.
A função RTCP se encarrega de manter o centro da ferramenta na posição programada. Para manter esta posição, cada movimento dos eixos rotativos é compensado por um movimento linear dos eixos XYZ.
Sem RTCP
A instrução “ N10 A90 F800” provoca o movimento do eixo A sem movimentos nos eixos XYZ que permitiriam que a ferramenta permanecesse em contato com a peça.
Com RTCP
Se a opção RTCP estiver ativada, o mesmo comando “ N10 A90 F800” faz com que o eixo A se incline 90° com movimentos dos eixos XYZ para manter a ponta da ferramenta na mesma posição
Desta forma é possível programar diretamente o percurso da ferramenta, sem se preocupar com o comprimento do pivô: este valor será inserido diretamente pelo operador através do seu CNC antes de executar o programa. Graças ao modo RCTP, quase poderíamos calcular um caminho de 5 eixos sem levar em conta a cinemática da máquina.
CORREÇÃO DO COMPRIMENTO DA FERRAMENTA
No caso de programas definidos classicamente, a opção RTCP permite a utilização de ferramentas de comprimento diferente daquele considerado na criação do programa. Sem esta função o programa deve ser recalculado ou re-processado com os valores exatos dos comprimentos da ferramenta medidos na máquina. Mesmo a menor alteração nesses valores envolve a criação de um novo arquivo.
VELOCIDADE DE AVANÇO
Na programação padrão, a velocidade do centro da ferramenta é igual à velocidade programada. A velocidade resultante no centro do cabeçote é proporcional à variação dos eixos rotativos e ao valor do pivô, mas também depende do movimento do linear dos eixos.
EXEMPLO
N10 A90 C180 F1500
a velocidade do centro da ferramenta é zero, enquanto o ponto pivô se move a uma velocidade proporcional ao comprimento do pivô e às variações angulares de A e C.
A função RTCP permite, portanto, também garantir uma melhor gestão dos adiantamentos. A velocidade dos eixos móveis da máquina será recalculada em relação ao movimento do ponto pivô, de forma a garantir uma velocidade de avanço consistente com a velocidade solicitada no final da ferramenta.
Como a sincronização entre eixos nem sempre é perfeita, muitas vezes acontece que os eixos lineares são mais rápidos que os eixos rotativos. A ferramenta chega portanto à sua posição final antes de ter atingido as suas posições angulares. Numa máquina equipada com a função RTCP, sendo o controlo da sincronização dos eixos efectuado em tempo real, não é necessário recorrer a artifícios paliativos ao nível da programação CAM para este tipo de avaria, como por exemplo:
Limitação de movimentos nos eixos entre duas instruções NC ( distância máxima entre dois pontos, ou variação angular máxima ).
Ou use programação de tempo inverso.
Nota: programação em tempo reverso
Neste modo de programação a velocidade programada já não é uma velocidade a atingir mas sim um tempo para realizar o movimento. Este tipo de programação garante que os eixos rotativos tenham tempo suficiente para completar a sua rotação. Na minha opinião, existem duas desvantagens nesta programação:
A) É necessário dar um tempo para cada nova instrução, portanto o operador não pode mais intervir para alterar os valores de avanço no programa ISO.
B) Esta função “restringe” os avanços da máquina: não conseguindo atingir a velocidade solicitada, a máquina fica desacelerada. Tenderemos, portanto, a usinar a uma velocidade sempre inferior à velocidade alcançável se fosse gerenciada em modo RTCP.
1. RTCP PARA PROGRAMAS DE 3 EIXOS
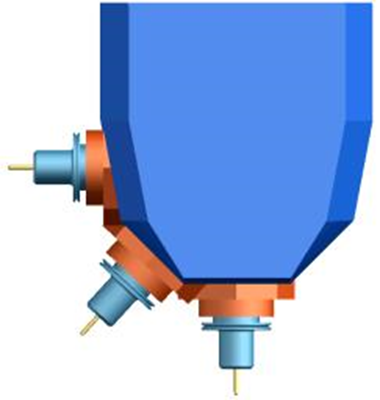
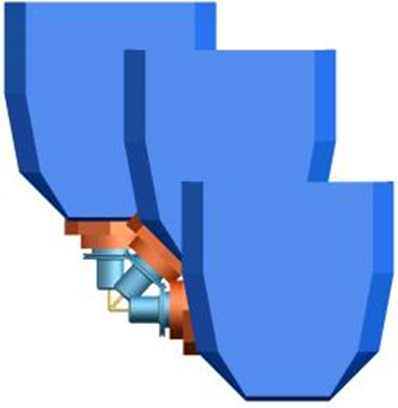
Os programas de 3 eixos obtidos pela programação CAM podem ser executados, através da função RTCP, em 5 eixos simultâneos. Esta programação é possível se forem utilizadas ferramentas esféricas. O movimento dos eixos rotativos é então controlado pelo operador usando IMD ou por manivelas. A inclinação da ferramenta permite a utilização de fresas de comprimento menor que as utilizadas para usinagem de 3 eixos.

Usinagem a) 3 eixos

b) 3 eixos + RTCP
Na parte a) da figura é mostrada uma peça que, para ser usinada em 3 eixos, requer a utilização de uma ferramenta de comprimento considerável, para evitar colisões entre o fuso e a peça. A parte b) da figura mostra como, graças à inclinação do cabeçote, a usinagem da mesma superfície pode ser realizada com uma ferramenta de menor comprimento. A inclinação deverá ser modificada manualmente pelo operador durante a execução do programa de 3 eixos.
FANUC G43.5 RTCP Tipo II - Programação vetorial para 5 eixos
G43.5 RTCP Tipo II
No FANUC CNC essa função é ativada com o comando G43.5.
G43.5 é definido pela FANUC como função RTCP Tipo II (Ponto Central da Ferramenta Rotativa).
(A funcionalidade RTCP nos controles SIEMENS é chamada pelo comando TRAORI.)
Embora a maioria entenda que o RTCP considera automaticamente o comprimento da ferramenta em máquinas de 5 eixos com uma configuração de eixo rotativo Cabeça/Cabeça, muitas pessoas não entendem que ele é projetado principalmente para manter o ponto de controle da ferramenta em relação ao ponto programado da peça de trabalho.
Isso significa que ele pode ser e também é usado para máquinas de 5 eixos com configurações de eixo rotativo Mesa/Mesa, bem como máquinas com configurações de eixo rotativo Cabeça/Mesa. Manter essa relação entre o ponto de controle da ferramenta e o ponto programado da peça de trabalho resulta em um programa que requer um envelope menor dentro do qual operar.

Ao visualizar do lado direito de uma cabeça C/A de 5 eixos, o comando rotativo A-90.0 causa um movimento do eixo A sem nenhum movimento de eixo linear que manteria a ferramenta em contato com a peça.

Se o RTCP estiver ativo, o mesmo comando causa o giro de -90° com deslocamentos dos eixos lineares para manter a ponta da ferramenta no mesmo local.
Programação vetorial
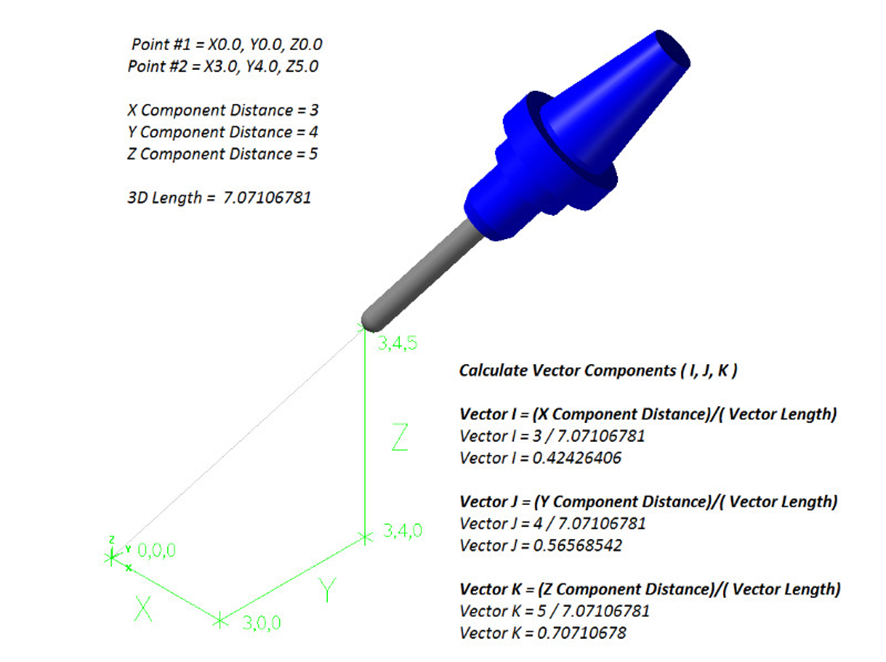
Matematicamente, um Tool Vector é representado por seus valores de componentes que são relativos aos eixos lineares X, Y e Z. Esses valores de componentes normalmente usam os endereços I, J e K. O relacionamento do componente vetorial é definido como o cosseno direcional. Os cossenos direcionais de um vetor são os cossenos dos ângulos entre o vetor e os três eixos de coordenadas. Um Tool Vector é sempre referenciado com seu ponto inicial na ponta da ferramenta ao longo de sua linha central. Ele geralmente é terminado com seu ponto final na linha de calibre da ferramenta - a interseção do cone do suporte da ferramenta e do cone do fuso.
Normalmente, os pós-processadores do sistema CAM usam os dados do vetor da ferramenta para calcular o ângulo do eixo rotativo necessário. No entanto, esse cálculo pode se tornar problemático para certos sistemas CAM e seus pós-processadores.
Para lidar com esses problemas, os controles CNC estão se tornando mais "inteligentes". A série FANUC 30i é um desses controles que tem algumas habilidades únicas quando se trata da sintaxe real do código NC. A série FANUC 30i é capaz de processar os vetores da ferramenta diretamente em vez de ângulos de eixo rotativo explícitos usando o comando G43.5 RTCP Tipo II. O G43.5 fornece a funcionalidade RTCP junto com a capacidade de usar vetores na programação.
O G43.5 usa os endereços familiares I, J e K para as designações de palavras do vetor. Matematicamente, todos os três componentes do vetor estão relacionados. Ou seja, a raiz quadrada da soma dos quadrados de todos os três valores dos componentes do vetor é igual a 1. Essa relação é definida pela equação SQRT (I² + J² + K²) = 1.
Um dos principais benefícios de usar o G43.5 RTCP Tipo II é que isso resulta em um formato de programa que é cinematicamente independente. Ou seja, independentemente da configuração do eixo rotativo de uma determinada máquina, o programa pode ser executado sem problemas. O máximo que se tem a fazer, em termos gerais, é modificar sequências de troca de ferramentas dependendo do comissionamento de qualquer máquina-ferramenta.
Agora, vamos dar uma olhada em como isso é realmente implementado para uma máquina com uma configuração de Cabeça de 5 Eixos C/A com o seguinte arquivo de exemplo 5-AXIS_PRISMATIC.NC . Este arquivo de exemplo usinará cinco faces de uma peça de 20,0" x 10,0" x 5,0".
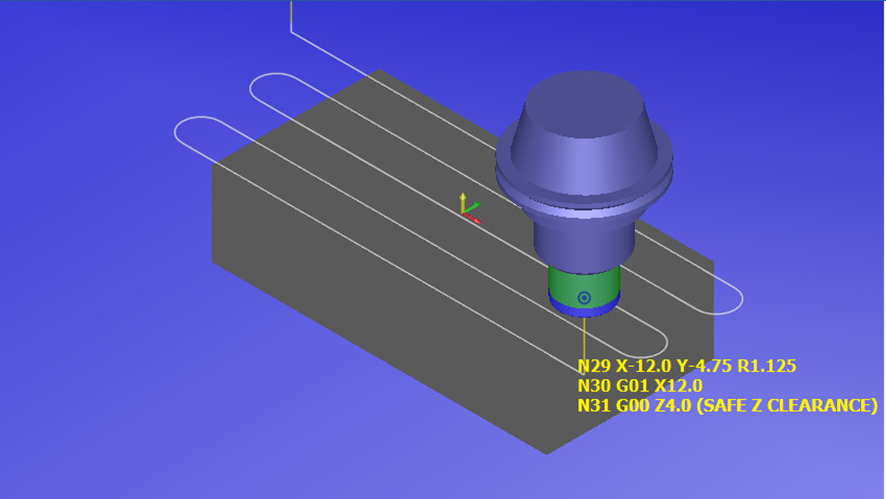
No bloco número N13 do programa, vemos as posições da máquina para X-14.5 Y4.25. No bloco número N14, o RTCP Tipo II é ativado com o deslocamento de comprimento de ferramenta apropriado e um vetor de ferramenta de I0.0 J0.0 K1.0 . Este vetor de ferramenta é equivalente a uma posição de eixo rotativo de A0.0 C0.0 .

A operação de faceamento continua até a conclusão em X12.0 Y-4.75 e então retrai para Z4.0.
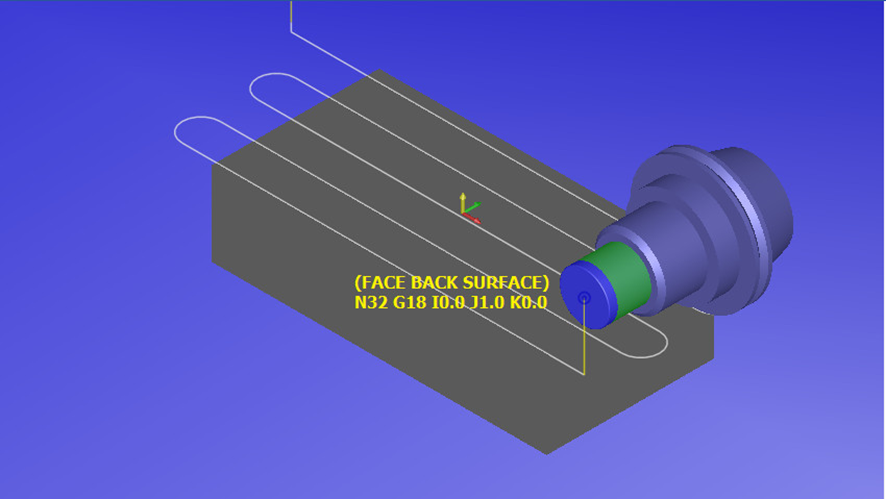
Agora é aqui que as coisas ficam interessantes. No bloco número N32, a ferramenta agora obtém uma mudança de plano com G18 e uma mudança de vetor para I0.0 J1.0 K0.0. Esta orientação é equivalente a A-90.0 C0.0. No entanto, a localização da ponta da ferramenta NÃO mudou porque temos o RTCP Tipo II ativo.
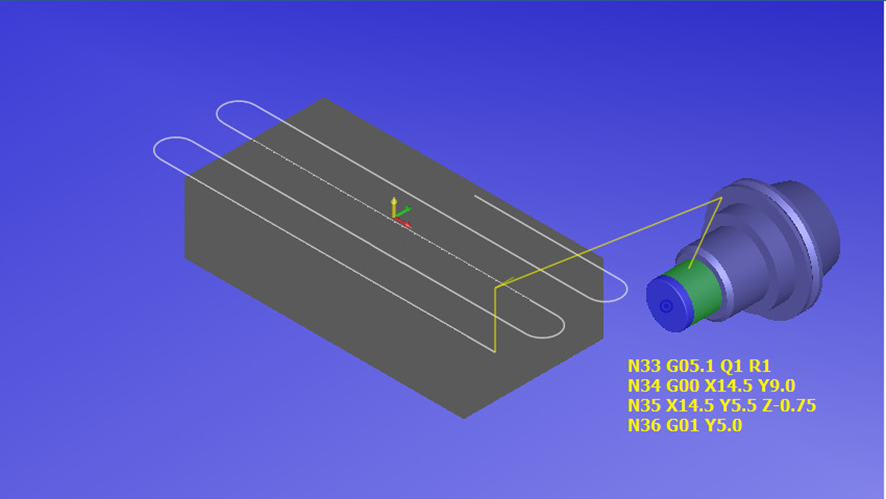
No bloco número N33, temos as configurações FANUC AICC High Speed para a operação de faceamento na face traseira da nossa peça. O bloco número N34 é o posicionamento XY inicial para a operação de faceamento. O bloco número N35 é o movimento de posicionamento final antes de começar o avanço para Y5.0 e usinar a face traseira da peça.
O vídeo abaixo mostra o movimento completo da ferramenta do programa usando o FANUC RTCP Tipo II.
Aqueles que tiverem interesse podem baixar o programa usado no vídeo acima. 5-AXIS_PRISMATIC.NC
Um programa com uso mais detalhado do G43.5 RTCP Tipo II também está disponível. NAS_979_5X.NC
Com G43.5 RTCP Tipo II, a resolução de dados padrão de 3 casas decimais para Milímetro e 4 casas decimais para Polegada é insuficiente. O sistema de menor incremento deve ser alterado do padrão IS-B para IS-E. Isso permitirá uma resolução de 7 casas decimais. Ao fazer isso, seus vetores terão a maior precisão possível e reduzirão o erro de arredondamento para duas casas decimais MENOS do que a precisão da unidade padrão (IS-B) em um FANUC para Polegada ou Milímetro. Isso pode ser feito modificando os Parâmetros #1013 e #5042.
A resolução decimal mais alta para coordenadas e vetores em um programa garante o movimento de alta velocidade mais preciso e suave ao usar o G43.5 RTCP Tipo II. Além disso, enquanto usamos vetores em nosso programa NC, o controle CNC ainda está calculando os ângulos do eixo rotativo, monitorando e exibindo-os durante a operação. Permitir que o controle CNC faça seus cálculos usando os dados vetoriais mais precisos resultará em um cálculo mais preciso de valores de endereços angulares e posicionamento mais preciso.
Para resumir, o comando FANUC G43.5 RTCP Tipo II é uma ferramenta avançada que fornece uma grande flexibilidade de programação, além de resolver problemas com cinemática de máquina encontrados por sistemas CAM. Vale a pena considerar configurar seu Pós-Processador CAM para usar a Programação Vetorial FANUC G43.5 RTCP Tipo II para aproveitar os benefícios fornecidos.
Related Articles
Modos de alta velocidade FANUC AI - simplificados
Modos de alta velocidade FANUC AI - simplificados Usinagem de Alta Velocidade (HSM) é um conceito que começou a ser usado no final da década de 1990. Simplificando, aumentar a taxa efetiva de remoção de material é a principal consideração, pois uma ...CIMATRON | VoluMill | Calculadora de Parâmetros de Usinagem Dinâmica
VOLUMILL Considerações Requisitos: Não usar Pinça tradicional, somente se for de alta fixação (possui pino tipo Eldon). Preferir Eldon/Skrink FIT/Hidráulico. Fixação: Garantir alta estabilidade do sistema. Parafusos fixos na mesa da máquina ou morsa ...FIKUS | PLUS e ST | Comparação de Processos de Usinagem
Comparação de Processos de Usinagem: Quando é Melhor Usar a Erosão a Fio Introdução Na fabricação de peças de precisão, escolher o processo de usinagem correto faz toda a diferença em termos de custo, qualidade e tempo de produção. Entre as ...CIMCO | EDIT | Carregar um bruto em formato DXF
Importe um desenho DXF diretamente no Gerenciador de Geometria para gerar um modelo de estoque na janela de Simulação, com base no desenho 2D em DXF. Este artigo descreve como importar um desenho DXF para criar um modelo de estoque. Passo 1: Localize ...FIKUS | PLUS e ST | Como Definir os Parâmetros de Corte na Eletroerosão a Fio
Como Definir os Parâmetros de Corte na Eletroerosão a Fio Introdução Na eletroerosão a fio, o corte é feito por descargas elétricas controladas entre o fio e a peça. Diferente da usinagem convencional, não há contato mecânico, mas a qualidade do ...